Our manufacturing techniques
All products manufactured by EUROPOLY are made of composite material, polyester.
Our three manufacturing techniques are :
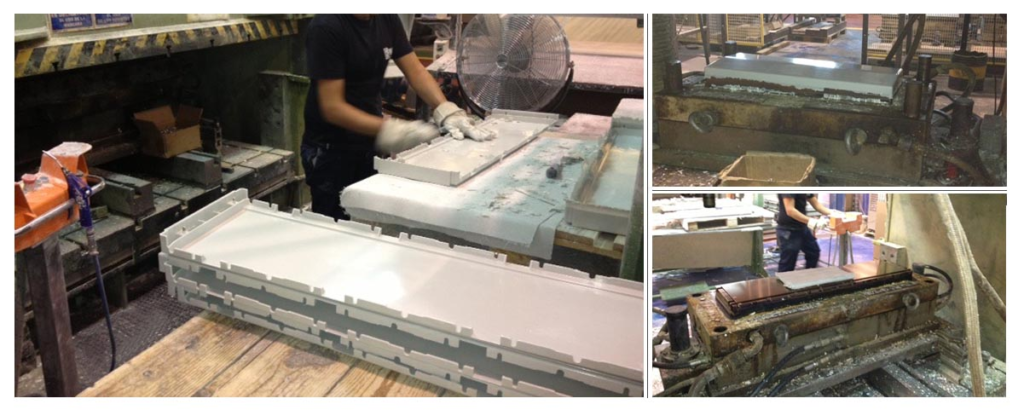
SMC molding
The principle consists of compressing sheets of prepregs made from a web of glass threads impregnated with polyester resin between a mold and a steel counter-mold. Pressure (50 to 100 bar) and temperature cause the material to creep and fill the cavity.
Benefits
Finished parts are resistant to most corrosive agents. Production rates are high and are designed for standard products. The unit cost of a part is very competitive.
Disadvantages
We use a pre-impregnated glass fabric (resin + catalyst + fibreglass).
The manufactured part has no gel coat, so it will be more vulnerable to UV damage. However, its UV resistance is still significantly better than that of a sheet metal part.
The fibres are cut, so the part will have lower mechanical strength than a part manufactured using the RTM technique.
We cannot produce moulds for small and medium-sized production runs.
Indeed, the cost of temperature-controlled moulds is very high. Very large quantities are required to offset the cost of the mould.
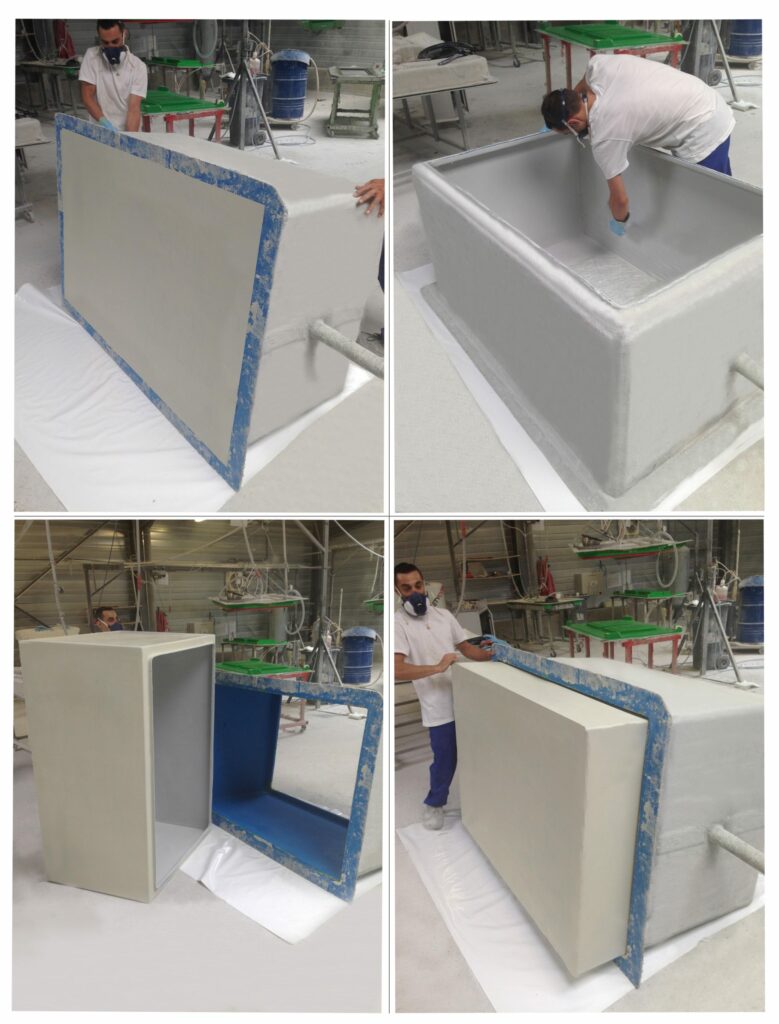
CONTACT molding
This is the simplest molding process for polyester parts. We use a polyester mold in the shape of the part to be made, then apply a finishing gel coat to the mold. The operator then drapes the mold with glass cloth and coats it with resin. A succession of glass and resin fabrics in the mold increases the thickness of the finished parts, making them mechanically stronger. EUROPOLY designs and manufactures all these production molds. These molds can be standard or customized to meet a specific need.
Benefits
Resistant to virtually all corrosive agents (surface gel coat), the cost of a mold is low and can be fully amortized over a small production run. Reinforcements can also be inserted during the molding process, even for single units.
This makes it possible to customize the box and cabinet to the customer’s needs.
Disadvantages
Production rates are low: 1 to 3 pieces per day, depending on size.
RTM molding
(Resin Transfer Molding)
RTM requires a little more technical expertise. This technique involves filling a double impression (mold and counter-mold) with resin. A layer of gel coat was first applied, then the mold was draped with a glass mat reinforcement, and the peripheral vacuum was created. The resin can then be injected. EUROPOLY designs and manufactures all these production molds. These molds are often standard, but can also be custom-made to meet a customer’s specific requirements.
Benefits
Resistant to virtually all corrosive agents (surface gel coat). The cost of a mold is slightly higher than that of a contact mold, but remains reasonable. This double-cavity mold can be fully amortized over a medium production run. Thanks to RTM, we can produce large parts with complex shapes at an affordable cost. Production rates can be sustained and are ideally suited to medium production runs (4 to 6 parts per day with one mold). Because this manufacturing technique uses closed molds (vacuum and closed resin injection), we considerably improve working and environmental conditions (no more open-air release of styrene). Thanks to this RTM technique, we are entering a new, environmentally-friendly manufacturing area.
Disadvantages
Longer tooling lead times than contact molding (approx. 4 to 5 weeks for all tooling).
Construction sandwich
Problems of temperature and temperature variation inside a cabinet are very common. These two phenomena can place enormous demands on electrical equipment. The addition of polyurethane foam between two layers of glass mat enables :
- reduce the temperature rise inside the cabinet (arriving later in the day at temperatures that are too extreme).
- reduce the temperature drop inside the cabinet (delaying the onset of excessively low temperatures, saving on the use of heating elements).
- reduce the rate of temperature drop inside the cabinet (significant reduction in condensation).