unsere Fertigungstechniken
Alle von der Firma EUROPOLY hergestellten Produkte bestehen aus
Verbundwerkstoff, genauer gesagt aus Polyester.
Unsere drei Fertigungstechniken sind:
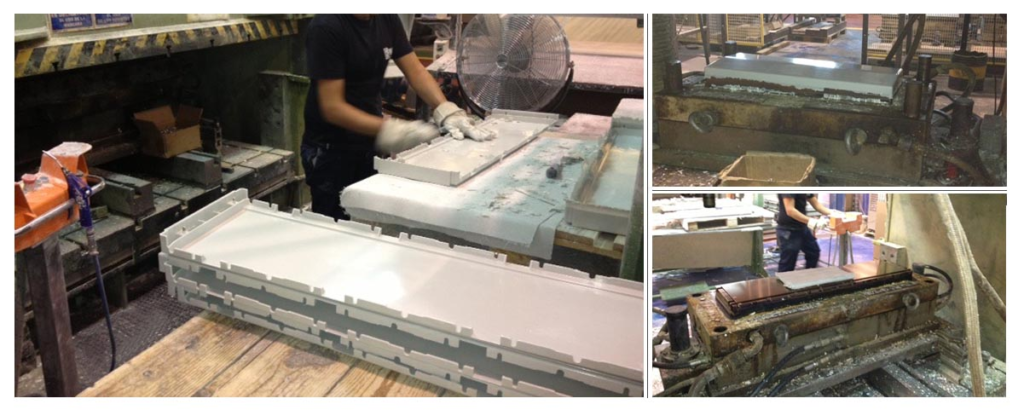
SMC-Formpressen
Das Prinzip besteht darin, Prepreg-Lagen, die aus einem mit Polyesterharz imprägnierten Glasfasergewebe bestehen, zwischen einer Form und einer Gegenform aus Stahl zu verpressen. Durch den Druck (50 bis 100 bar) und die Temperatur fließt das Material und füllt den Formhohlraum aus.
Vorteile
Die fertigen Teile sind gegen die meisten korrosiven Stoffe beständig. Die Produktionsraten sind hoch und auf Standardprodukte ausgerichtet. Die Stückkosten sind sehr wettbewerbsfähig.
Nachteile
Wir verwenden ein vorimprägniertes Glasgewebe (Harz + Katalysator + Glasfaser).
Das gefertigte Teil verfügt über keinen Gelcoat, sodass es anfälliger für UV-Einwirkung ist. Dennoch ist seine UV-Beständigkeit deutlich höher als die eines Blechteils.
Da die Fasern geschnitten sind, weist das Bauteil eine geringere mechanische Festigkeit auf als ein im RTM-Verfahren hergestelltes Bauteil.
Wir können keine Formen für kleine und mittlere Serien herstellen.
Tatsächlich sind die Kosten für temperaturgeregelte Formen sehr hoch. Es sind sehr große Stückzahlen erforderlich, um die Kosten für die Form zu amortisieren.
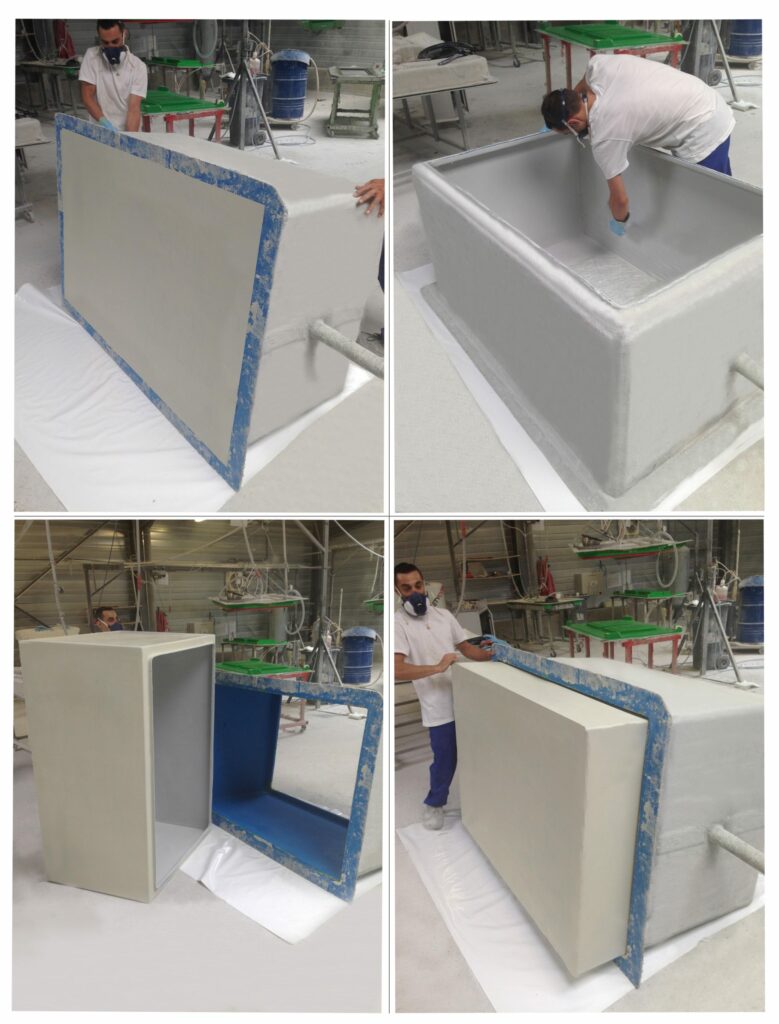
Formguss CONTACT
Dieses Formverfahren ist das einfachste, um ein Polyesterteil herzustellen. Wir verwenden eine Polyesterform, die der Form des herzustellenden Teils entspricht, und tragen anschließend einen Gelcoat als Oberflächenbeschichtung in die Form auf. Anschließend legt der Bediener Glasfasergewebe in die Form ein und bestreicht es mit Harz. Durch das wiederholte Aufbringen von Glasfasergewebe und Harz in der Form wird die Dicke der fertigen Teile erhöht, wodurch diese mechanisch widerstandsfähiger werden. EUROPOLY entwickelt und fertigt alle diese Produktionsformen. Diese Formen können sowohl als Standardausführung als auch maßgeschneidert für spezifische Anforderungen erhältlich sein.
Vorteile
Beständigkeit gegen nahezu alle korrosiven Stoffe (Oberflächen-Gelcoat); die Kosten für eine Form sind gering und lassen sich bereits bei einer kleinen Serie von Teilen vollständig amortisieren. Selbst bei Einzelanfertigungen können Verstärkungen beim Formguss eingebracht werden.
Dadurch können der Kasten und der Schrank an die Bedürfnisse des Kunden angepasst werden.
Nachteile
Die Produktionszahlen sind gering: je nach Größe 1 bis 3 Stück pro Tag.
RTM-Formverfahren
(Resin Transfer Molding)
Das RTM-Verfahren erfordert etwas mehr technisches Know-how. Bei dieser Technik wird eine Doppelform (Form und Gegenform) mit Harz gefüllt. Zuvor wurde eine Schicht Gelcoat aufgetragen, anschließend wurde die Form mit einem Glasfaservlies ausgekleidet und ein Vakuum um die Form herum erzeugt. Anschließend kann das Harz eingespritzt werden. EUROPOLY entwickelt und fertigt alle diese Produktionsformen. Diese Formen sind oft Standardformen, können aber auch maßgeschneidert sein, um den spezifischen Anforderungen eines Kunden gerecht zu werden.
Vorteile
Beständigkeit gegen nahezu alle korrosiven Stoffe (Oberflächen-Gelcoat). Die Kosten für eine Form sind etwas höher als bei einer Kontaktform, bleiben aber im Rahmen. Diese Doppelform kann sich bei einer mittleren Stückzahl durchaus amortisieren. Dank des RTM-Verfahrens können wir großformatige Teile mit komplexen Formen herstellen und dabei die Investitionskosten erschwinglich halten. Die Produktionsraten sind nachhaltig und eignen sich perfekt für die Fertigung mittlerer Serien (4 bis 6 Teile pro Tag mit einer Form). Da es sich bei dieser Fertigungstechnik um eine geschlossene Form handelt (vorherige Evakuierung und Harzinjektion in einem geschlossenen Kreislauf), verbessern wir die Arbeits- und Umweltbedingungen erheblich (keine Freisetzung von Styrol in die Luft). Dank dieser RTM-Technik betreten wir somit ein neues Zeitalter der umweltfreundlichen Fertigung.
Nachteile
Die Fertigungszeit für die Werkzeuge ist länger als beim Kontaktgussverfahren (etwa 4 bis 5 Wochen für die Fertigstellung aller Fertigungswerkzeuge).
Sandwichkonstruktion
Probleme mit der Temperatur und Temperaturschwankungen im Inneren eines Schaltschranks treten sehr häufig auf. Diese beiden Phänomene können die elektrischen Geräte enorm belasten. Durch das Einbringen von Polyurethanschaum zwischen zwei Schichten Glasgewebe lassen sich folgende Vorteile erzielen:
- den Temperaturanstieg im Schrankinneren zu verringern (spätere Ankunft am Tag bei zu extremen Temperaturen).
- den Temperaturabfall im Schrankinneren verringern (spätere Ankunft bei zu niedrigen Temperaturen, Einsparungen beim Einschalten
der Heizwiderstände). - die Geschwindigkeit des Temperaturabfalls im Schrankinneren zu verringern (deutliche Verringerung der Kondenswasserbildung).