Nuestras técnicas de fabricación
Nuestras técnicas: Todos los productos fabricados por la empresa EUROPOLY están fabricados en
material compuesto, de poliéster.
Nuestras tres técnicas de fabricación son:
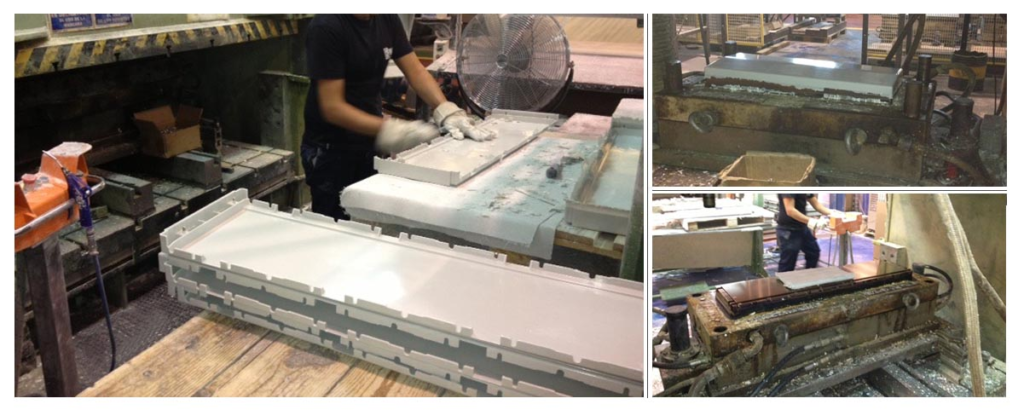
Moldeo SMC
El principio consiste en comprimir láminas de preimpregnados, formadas por una malla de hilos de vidrio impregnada de resina de poliéster, entre un molde y un contramolde de acero. La presión (de 50 a 100 bares) y la temperatura provocan el fluido del material y el relleno de la cavidad.
Ventajas
Las piezas acabadas son resistentes a la mayoría de los agentes corrosivos. Los ritmos de producción son elevados y están pensados para productos estándar. El coste unitario de una pieza es muy competitivo.
Desventajas
Utilizamos un tejido de fibra de vidrio preimpregnado (resina + catalizador + fibra de vidrio).
La pieza fabricada carece de gelcoat, por lo que será más vulnerable a los rayos UV. Sin embargo, su resistencia a los rayos UV sigue siendo muy superior a la de una pieza de chapa.
Las fibras están cortadas, por lo que la pieza tendrá una resistencia mecánica menor que una pieza fabricada mediante la técnica RTM.
No podemos fabricar moldes para series pequeñas y medianas.
De hecho, el coste de los moldes termorregulados es muy elevado. Se necesitan cantidades muy grandes para poder amortizar el coste del molde.
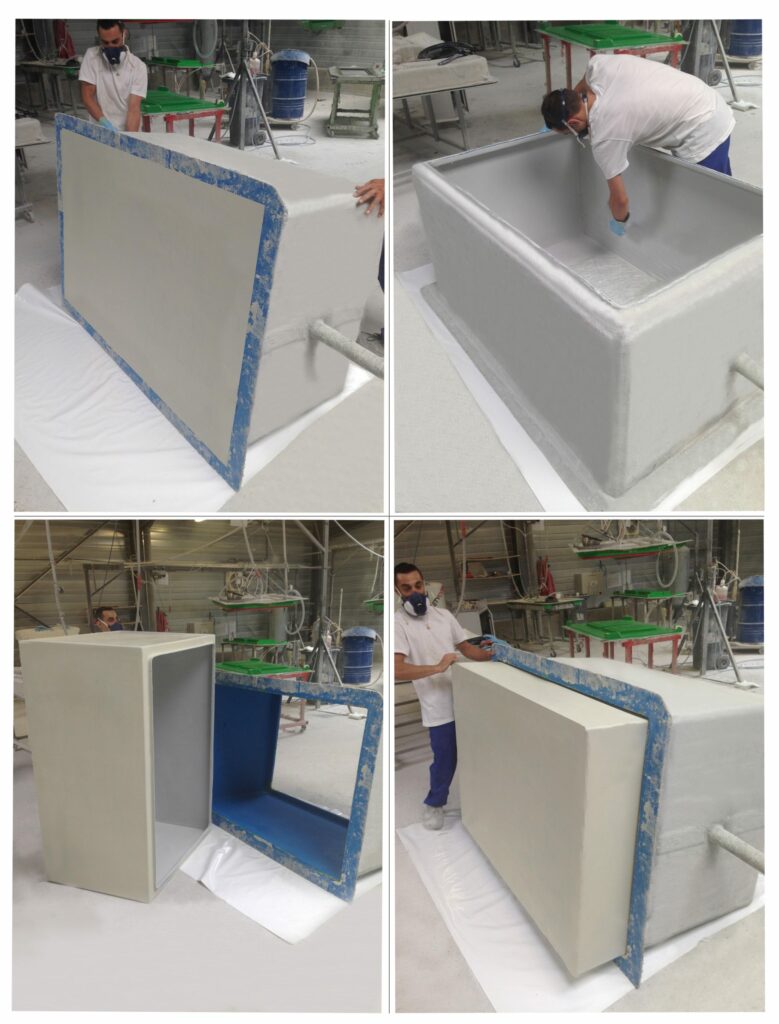
Moldeo CONTACT
Este proceso de moldeo es el más sencillo para fabricar una pieza de poliéster. Utilizamos un molde de poliéster con la forma de la pieza que queremos fabricar y, a continuación, aplicamos una capa de gelcoat de acabado en el molde. A continuación, el operario recubre el molde con tejidos de fibra de vidrio y lo impregna de resina. La sucesión de capas de tejido de fibra de vidrio y resina en el molde aumenta el espesor de las piezas acabadas, lo que las hace más resistentes mecánicamente. EUROPOLY diseña y fabrica todos estos moldes de producción. Estos moldes pueden ser estándar o a medida para responder a una necesidad específica.
Ventajas
Resistencia a casi todos los agentes corrosivos (gelcoat superficial). El coste de un molde es reducido y puede amortizarse perfectamente con una pequeña serie de piezas. Incluso en la fabricación de piezas únicas, es posible incorporar refuerzos durante el moldeado.
Esto permite personalizar la caja y el armario según las necesidades del cliente.
Desventajas
El ritmo de producción es bajo: entre 1 y 3 piezas al día, dependiendo del tamaño.
Moldeo RTM
(Moldeo por transferencia de resina)
El RTM requiere un poco más de conocimientos técnicos. De hecho, esta técnica consiste en rellenar un molde doble (molde y contramolde) con resina. Previamente se ha aplicado una capa de gelcoat, se ha recubierto el molde con una malla de fibra de vidrio y se ha creado el vacío periférico. A continuación, se puede proceder a la inyección de la resina. EUROPOLY diseña y fabrica todos estos moldes de producción. Estos moldes suelen ser estándar, pero pueden fabricarse a medida para responder a una demanda específica de un cliente.
Ventajas
Resistencia a prácticamente todos los agentes corrosivos (gelcoat superficial). El coste del molde es ligeramente superior al de un molde de contacto, pero sigue siendo razonable. Este molde de doble cavidad se amortiza perfectamente con una serie media de piezas. Gracias al RTM, podemos fabricar piezas de grandes dimensiones con formas complejas sin dejar de ofrecer una inversión asequible. Los ritmos de producción pueden mantenerse y se adaptan perfectamente a la fabricación de series medianas (de 4 a 6 piezas al día con un molde). Dado que esta técnica de fabricación se realiza en molde cerrado (vacío creado previamente e inyección de la resina en circuito cerrado), mejoramos considerablemente las condiciones de trabajo y las condiciones medioambientales (sin emisión de estireno al aire libre). Así, gracias a esta técnica RTM, entramos en una nueva era de fabricación respetuosa con el medio ambiente.
Desventajas
El plazo de fabricación de los moldes es más largo que con la técnica de moldeo por contacto (unas 4 o 5 semanas para la fabricación de todos los moldes de producción).
Construcción sándwich
Los problemas de temperatura y de variación de temperatura en el interior de un armario son muy frecuentes. Estos dos fenómenos pueden suponer una carga enorme para los equipos eléctricos. La incorporación de espuma de poliuretano entre dos capas de malla de fibra de vidrio permite:
- reducir el aumento de temperatura en el interior del armario (llegar más tarde al trabajo cuando las temperaturas son demasiado extremas).
- reducir la caída de temperatura en el interior del armario (alcanzar temperaturas demasiado bajas más tarde, ahorro en la puesta en
marcha de las resistencias calefactoras). - reducir la velocidad de descenso de la temperatura en el interior del armario (disminución significativa de la condensación).