Onze productietechnieken
Alle producten die door het bedrijf EUROPOLY worden vervaardigd, zijn gemaakt van
composietmateriaal, namelijk polyester.
Onze drie productietechnieken zijn:
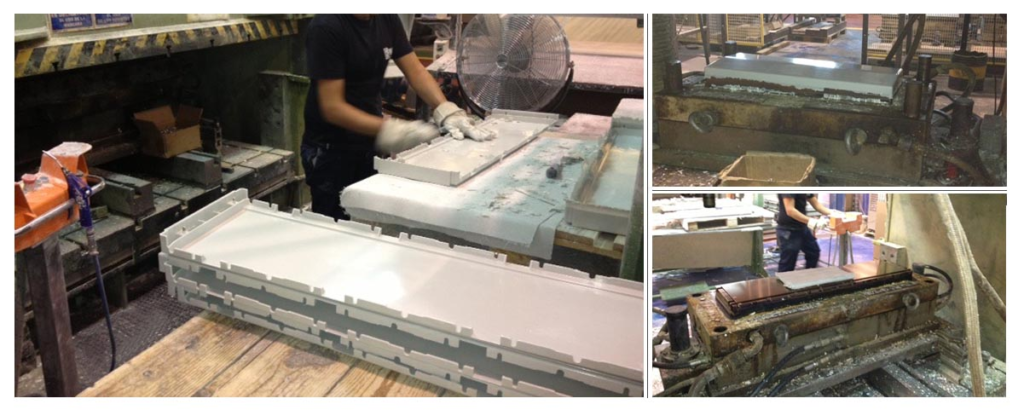
SMC-gieten
Het principe bestaat erin dat voorgeïmpregneerde platen, bestaande uit een met polyesterhars geïmpregneerd glasvezelvlies, tussen een stalen mal en een tegenmal worden geperst. Door de druk (50 tot 100 bar) en de temperatuur gaat het materiaal vloeien en vult het de malvorm.
Voordelen
De afgewerkte onderdelen zijn bestand tegen de meeste corrosieve stoffen. De productiesnelheid ligt hoog en is gericht op standaardproducten. De stukprijs van een onderdeel is zeer concurrerend.
Nadelen
We gebruiken een voorgeïmpregneerde glasvezelstof (hars + katalysator + glasvezel).
Het geproduceerde onderdeel is niet voorzien van een gelcoat, waardoor het gevoeliger is voor UV-straling. De UV-bestendigheid blijft echter aanzienlijk beter dan die van een onderdeel van plaatstaal.
De vezels zijn doorgesneden, waardoor het onderdeel een lagere mechanische sterkte zal hebben dan een onderdeel dat met de RTM-techniek is vervaardigd.
Wij kunnen geen matrijzen maken voor kleine en middelgrote series.
De kosten van thermogeregelde matrijzen zijn inderdaad erg hoog. Er zijn zeer grote hoeveelheden nodig om de kosten van de matrijs terug te verdienen.
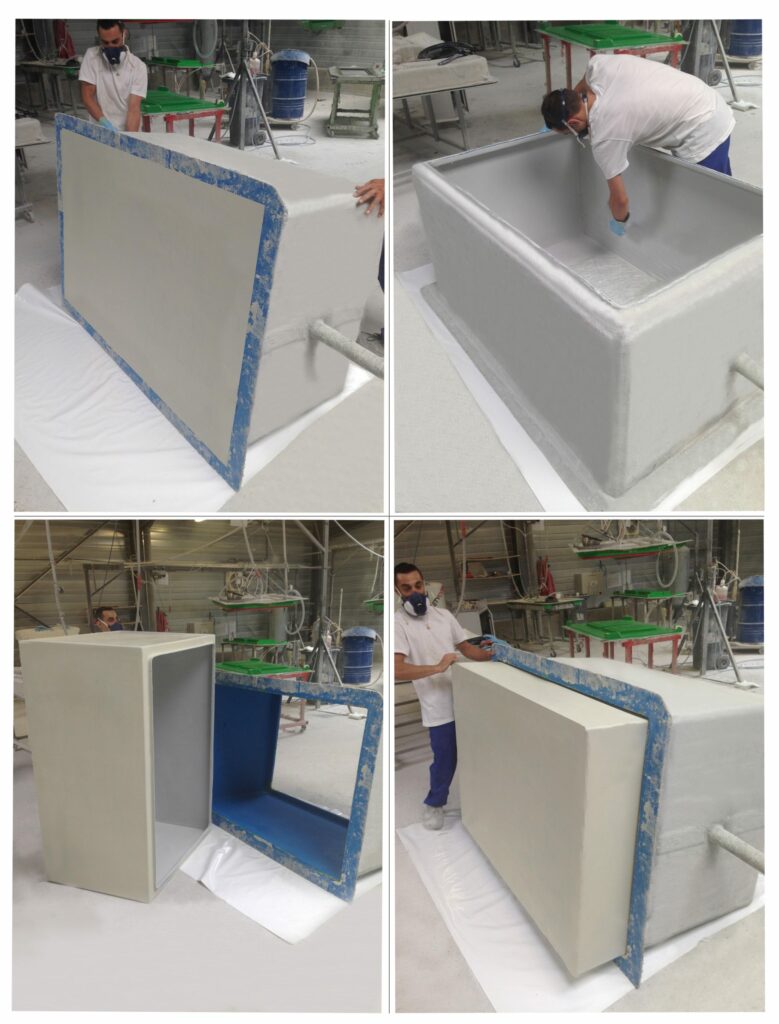
Gietwerk CONTACT
Dit gietproces is de eenvoudigste manier om een polyester onderdeel te vervaardigen. We gebruiken een polyester mal die de vorm van het te vervaardigen onderdeel heeft en brengen vervolgens een afwerkingsgelcoat aan in de mal. Vervolgens bekleedt de operator de mal met glasweefsel en bedekt deze met hars. Door achtereenvolgens glasweefsel en hars in de mal aan te brengen, wordt de dikte van de afgewerkte onderdelen vergroot, waardoor ze mechanisch sterker worden. EUROPOLY ontwerpt en vervaardigt al deze productiemallen. Deze mallen kunnen standaard zijn of op maat worden gemaakt om aan een specifieke behoefte te voldoen.
Voordelen
Résistance à la quasi-totalité des agents corrosifs (gel coat de surface), Le coût d’un moule est faible et peut être tout à fait amorti sur une petite série de pièces. Même pour des réalisations unitaires des renforts peuvent être insérés au moulage.
Zo kunnen de behuizing en de kast naar wens van de klant worden aangepast.
Nadelen
Les cadences de fabrication sont faibles : 1 à 3 pièces par jour suivant la taille.
RTM-gieten
(Resin Transfer Molding)
RTM vereist iets meer technische vaardigheden. Bij deze techniek wordt een dubbele vorm (mal en tegenmal) met hars gevuld. Eerst wordt een laag gel aangebracht, waarna de mal wordt bekleed met een glasvezelmat en een perifere vacuümruimte wordt gerealiseerd. Daarna kan de hars worden geïnjecteerd.
EUROPOLY ontwerpt en produceert alle productiemallen zelf. Deze mallen zijn vaak standaard, maar kunnen ook op maat worden gemaakt om aan de specifieke behoeften van een klant te kunnen voldoen.
Voordelen
Bestand tegen vrijwel alle corrosieve stoffen (gelcoat aan het oppervlak). De kosten van een mal zijn iets hoger dan die van een contactmal, maar blijven redelijk. Deze mal met dubbele holte kan zich bij een gemiddelde serie onderdelen ruimschoots terugverdienen. Dankzij RTM kunnen we grote onderdelen met complexe vormen vervaardigen tegen een betaalbare investering. De productiesnelheden zijn hoog en sluiten perfect aan bij de productie van middelgrote series (4 tot 6 onderdelen per dag met één mal). Omdat deze productietechniek in een gesloten mal plaatsvindt (vooraf gecreëerd vacuüm en injectie van de hars in een gesloten circuit), verbeteren we de arbeids- en milieuomstandigheden aanzienlijk (geen vrijgekomen styreen meer in de open lucht). Dankzij deze RTM-techniek betreden we dus een nieuw tijdperk van milieuvriendelijke productie.
Nadelen
De doorlooptijd voor het vervaardigen van de matrijzen is langer dan bij de contactgiettechniek (ongeveer 4 tot 5 weken voor het vervaardigen van alle productiematrijzen).
Sandwichconstructie
Problemen met de temperatuur en temperatuurschommelingen in een schakelkast komen zeer vaak voor. Deze twee verschijnselen kunnen een enorme belasting vormen voor de elektrische apparatuur. Door polyurethaanschuim tussen twee lagen glasvezelmat aan te brengen, kan men:
- de temperatuurstijging in de kast beperken (later op de dag binnenkomen bij te extreme temperaturen).
- de temperatuurdaling in de kast verminderen (later bereiken van te lage temperaturen, besparing bij het inschakelen van de verwarmingselementen).
- de snelheid waarmee de temperatuur in de kast daalt, verminderen (aanzienlijke vermindering van condensatie).