As nossas técnicas de fabrico
Todos os produtos fabricados pela empresa EUROPOLY são fabricados em
material compósito, em poliéster.
As nossas três técnicas de fabrico são:
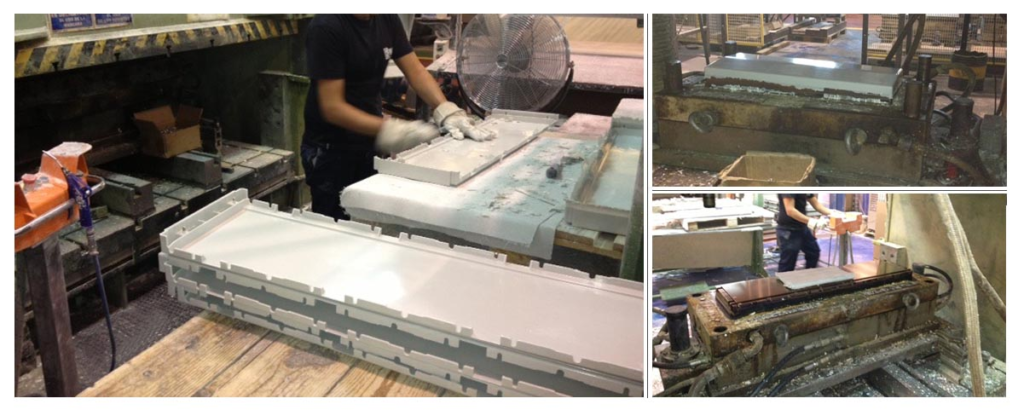
Moldagem SMC
O princípio consiste em comprimir folhas de pré-impregnados, constituídas por uma manta de fios de vidro impregnada com resina de poliéster, entre um molde e um contra-molde de aço. A pressão (50 a 100 bar) e a temperatura provocam o escoamento do material e o preenchimento da cavidade.
Vantagens
As peças acabadas são resistentes à maioria dos agentes corrosivos. Os ritmos de produção são elevados e destinam-se a produtos padrão. O custo unitário de uma peça é muito competitivo.
Desvantagens
Utilizamos um tecido de vidro pré-impregnado (resina + catalisador + fibra de vidro).
A peça fabricada não possui gel coat, pelo que será mais vulnerável aos efeitos dos raios UV. No entanto, a resistência aos raios UV continua a ser significativamente superior à de uma peça de chapa metálica.
As fibras são cortadas, pelo que a peça terá uma resistência mecânica inferior à de uma peça fabricada através da técnica RTM.
Não podemos fabricar moldes para séries pequenas e médias.
Na verdade, o custo dos moldes termorregulados é muito elevado. São necessárias quantidades muito grandes para se conseguir amortecer o custo do molde.
Moldagem CONTACT
Este processo de moldagem é o mais simples para fabricar uma peça de poliéster. Utilizamos um molde de poliéster com as formas da peça a fabricar e, em seguida, aplicamos um gelcoat de acabamento no molde. Em seguida, o operador reveste o molde com tecido de vidro e aplica resina. A sucessão de camadas de tecido de vidro e resina no molde aumenta a espessura das peças acabadas, tornando-as assim mais resistentes mecanicamente. A EUROPOLY concebe e fabrica todos estes moldes de produção. Estes moldes podem ser padrão ou feitos à medida para responder a uma necessidade específica.
Vantagens
Resistência a praticamente todos os agentes corrosivos (gel coat de superfície). O custo de um molde é baixo e pode ser facilmente amortizado numa pequena série de peças. Mesmo para peças únicas, é possível inserir reforços durante a moldagem.
Ceci permet de personnaliser le coffret et l’armoire au besoin du client.
Inconvénients
Os ritmos de produção são baixos: 1 a 3 peças por dia, dependendo do tamanho.
Moldagem RTM
(Moldagem por Transferência de Resina)
O RTM requer um pouco mais de competências técnicas. Com efeito, esta técnica consiste em encher um molde duplo (molde e contramolde) com resina. Anteriormente, foi aplicada uma camada de gel coat, depois o molde foi revestido com uma manta de reforço de fibra de vidro e foi criado o vácuo periférico. A injeção da resina pode então ter lugar. A EUROPOLY concebe e fabrica todos estes moldes de produção. Estes moldes são frequentemente padrão, mas podem ser feitos à medida para responder a um pedido específico de um cliente.
Vantagens
Resistência a praticamente todos os agentes corrosivos (gel coat de superfície). O custo de um molde é ligeiramente superior ao de um molde de contacto, mas mantém-se razoável. Este molde de dupla impressão pode ser totalmente amortizado numa série média de peças. Graças ao RTM, podemos fabricar peças de grandes dimensões com formas complexas, mantendo um investimento acessível. Os ritmos de produção podem ser sustentados e correspondem perfeitamente à produção de séries médias (4 a 6 peças por dia com um molde). Como esta técnica de fabrico é em molde fechado (vácuo criado previamente e injeção da resina em circuito fechado), melhoramos consideravelmente as condições de trabalho e ambientais (sem libertação de estireno ao ar livre). Assim, graças a esta técnica RTM, entramos numa nova era de fabrico respeitadora do ambiente.
Desvantagens
O prazo de produção das ferramentas é mais longo do que na técnica de moldagem por contacto (cerca de 4 a 5 semanas para a produção de todas as ferramentas de fabrico).
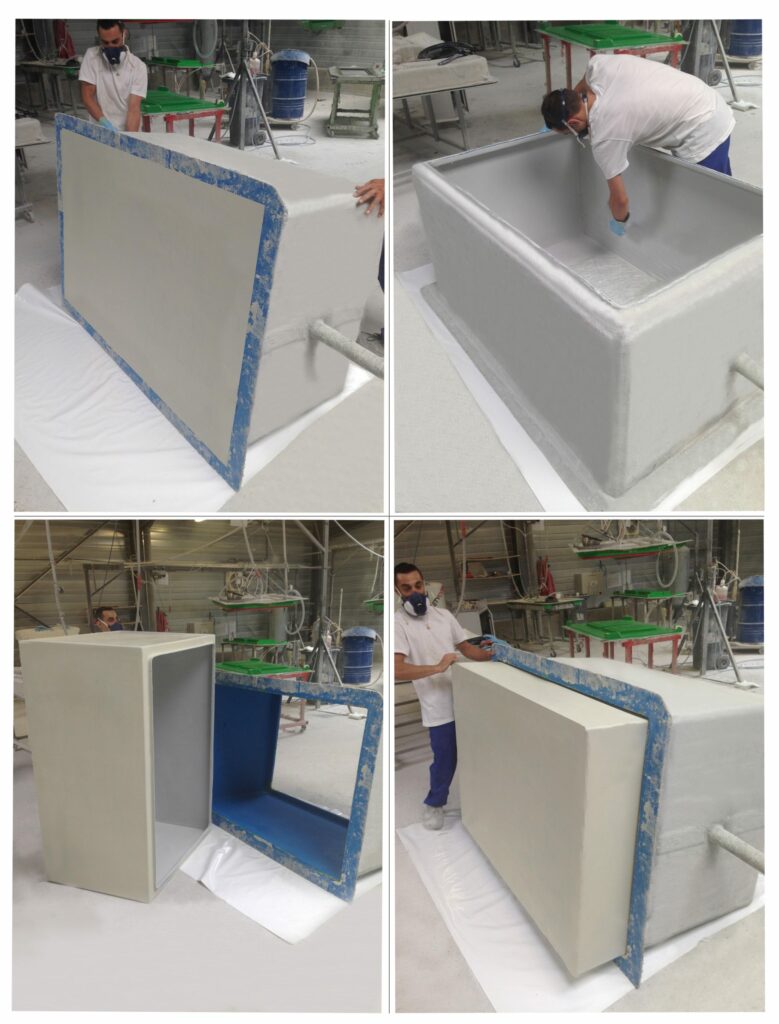
Construção em sanduíche
Os problemas relacionados com a temperatura e as variações de temperatura no interior de um armário são muito frequentes. Estes dois fenómenos podem causar enormes dificuldades aos equipamentos elétricos. A adição de espuma de poliuretano entre duas camadas de manta de vidro permite:
- reduzir o aumento da temperatura no interior do armário (chegada mais tardia ao longo do dia, quando as temperaturas são demasiado extremas).
- reduzir a queda de temperatura no interior do armário (atinge temperaturas demasiado baixas mais tarde, poupança na ativação
das resistências de aquecimento). - reduzir a velocidade de descida da temperatura no interior do armário (diminuição significativa da condensação).